805.581.0800
805.581.0800
Testing and Validation Process
VTG offers extensive test capacity spread across wide array of standard and enhanced test capabilities. Our extensive testing process allows us to prevent manufacturing and component defects to ensure the highest level of product quality thereby improving product reliability and understanding specific module performance. We can also customize our test plans to meet specific custom application requirements.
- Incoming Visual Inspection: Memory modules undergo 15x scope visual inspection to look for any contamination, physical damage, nonconformance on the PCB, Connector pad, Memory Chips and Components.
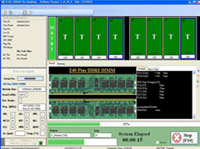
- Functional Test: Memory modules undergo functional tests which provide standard industry test patterns and specific application test functions for testing. The functional tester utilizes the Test Pattern using the upper and/or lower voltage limits as necessary.
- System-level Test: Memory modules are tested with identical setup, heavy/light loading on a broad range of OEM motherboards or on customer-approved motherboards. Various diagnostic test software’s like Memtest, RSTPro, and Linux based programs (Linpack, Stress Test) are utilized to test modules at true speed. In addition we also provide full range capability of integrating customized test in our test process.
- Burn-in Test: Memory modules undergo extensive testing on multiple platforms utilizing the Burn-In tests (for min of 24hrs).Depending on application or customer requirements, products during the Burn-in Test are also tested under temperatures as low as -5 degrees C, or are tested at elevated temperature at 55C.
Advanced Testing Capabilities
VTG broad range of system testing also includes:
- System-level testing carried out across various chipsets. The customer can choose a specific chipset motherboard or we can recommend a similar chipset motherboard for compatibility test purpose.
- Test min/max configuration
- Power cycling
- Temperature cycling
- Voltage bump test per JEDEC